1. Which of the following statement regarding pattern and casting is true?
Casting is the replica of the object to be cast
The pattern is the replica of the casting object
Casting and the pattern are the same things
Molten material is casted into the casting cavity
Answer.2. The pattern is the replica of the casting object
Explanation:-
A pattern may be defined as a model or replica of the object to be cast. Except for various allowances and core prints, a pattern exactly resembles the casting to be made. When molten metal is poured into a cavity and allowed to solidify, the result is the cast object or casting. The process of making patterns is called pattern making, the person who makes the patterns is known as a pattern maker, and the shop where patterns are made is called pattern making shop.
2. The process of making a pattern is called as
Design Making
Mould Making
Pattern making
Any of the above
Answer.3 Pattern Making
Explanation:-
The pattern is a direct duplication of the object, the pattern closely confirms to the shape and size of the desired casting except for a few variations due to the essential allowances provided in the pattern. The process of making patterns is known as pattern making.
3. For making a Master pattern which material is/are generally used
Wooden
Iron
Steel
All of the above
Answer.4. All of the above
Explanation:-
The master pattern is the key from which a number of duplicate metal working patterns are cast. For general purposes, a master pattern is made of pine. Other materials from which master patterns can be made include plastics, silicone rubber, gypsum cement, aluminum alloy, white metal, brass, bronze, lead, gray iron, and steel.
4. Which of the following carries the mould cavity where the metal is to be poured?
Casting
Pattern
Sand
Core
Answer.2. Pattern
Explanation:-
A pattern may be used for forming an impression known as mold in damp sand or other suitable moulding material. This mould is a cavity which when filled with molten metal that is allowed to solidify forms a reproduction of the pattern called casting. Since it is a direct duplication, the pattern closely confirms the shape and size of the desired.
5. A pattern is always made _____ the required size of the casting.
Smaller than
Larger than
Equal to
No measurement is required
Answer.2. Larger than
Explanation:-
Patterns are not made to the correct sizes of the castings. Patterns are made slightly larger than the required castings in order to take care of various factors such as shrinkage, distortion, draft, machining, and rapping, etc. Thus, when a pattern is produced, certain allowances are given on the sizes specified in the finished goods drawing, to ensure that the casting produced from that pattern when comes to finished goods store/part of assembly conforms to specified sizes.
6. The extra size given on the pattern is called as
Pattern disallowance
Mold allowance
Casting allowance
Pattern allowance
Answer.4. Pattern allowance
Explanation:-
The patterns are not made of the exact size as that of the desired casting because such a pattern would produce undersize casting. When the pattern is prepared, certain allowances are given on the sizes specified in the finished component drawing so that the casting produced from that pattern after it has been finished and machined will conform to the specified size. This extra size given on the pattern is called pattern allowance.
7. While designing pattern, the allowance commonly used are
Shrinkage Allowance
Machining and Finishing Allowance
Draft allowance
All of the above
Answer.4. All of the above
Explanation:-
Reasons for providing pattern allowance: Pattern allowance is provided for the following reasons: Metals shrink in size when they solidify, Castings require machining and/or other surface finishing operations, Castings tend to warp or bend during solidification.
The various types of pattern allowances are:
Shrinkage allowance
Machining or finish allowance
Draft allowance
Distortion or camber allowance
Rapping allowance
8. Which of the following is ‘not’ an allowance given to the pattern for casting?
Shrinkage
Draft
Hole
Machining
Answer.3. Hole
Explanation;-
A core is a hole or cavity that is desired in the casting to help reduce the amount of material removed later or to establish a wall thickness. Cores are made either from clean sand mixed with binders such as resin and baked in an oven for hardening or from ceramic products when a more refined surface finish is required. When the pattern is made, a core print is created as a place for positioning the core in the mold. After the mold is made, the core is then placed in position in the mold at the core print.
9. To compensate for the shrinking of metal during casting which pattern allowance is generally preferred?
Machining or finish allowance
Draft allowance
Shrinkage allowance
Distortion or camber allowance
Answer.3. Shrinkage allowance
Explanation
Shrinkage Allowance: When molten metal is poured into the mould it will solidify and cool. During cooling, the metal will shrink and reduce in size. To compensate for this, the pattern is made larger than the required casting. This extra size given on the pattern for metal shrinkage is called shrinkage allowance.
10. On which of the following factors does shrinkage allowance depends?
Pouring temperature
Method of moulding
Design and dimensions of castings
All of the above
Answer.4. All of the above
Explanation
All metals shrink or contract volumetrically during cooling from pouring temperature to room temperature in different phases, i.e. shrinkage in the molten stage, shrinkage owing to solidification, and shrinkage in the solid-state. The shrinkage of different metals is different due to different characteristics of metals and castings. The shrinkage of metal also depends upon the following factors.
(i) Pouring temperature of the molten metal
(ii) Design and dimensions of castings
(iii) Mould material
(iv) Method of molding.
11.The extra amount of metal that is provided on the surface to be machined or finished is called
Machine fabrication allowance
Machine finishing allowance
Machine cleaning allowance
Machine casting allowance
Answer.2. Machine finishing allowance
Explanation:-
All the castings are to be machined to finish the rough surfaces and to remove excess metal. For this purpose, the pattern is made larger than the required casting. This extra size added to the pattern for machining purposes is called machining or finish allowance. In general, a machining allowance of 3 mm is given for ferrous metals, iron, and steel. For non-ferrous metals like brass and aluminum, a machining allowance of 1.5 mm is given.
12. The machine allowances is/are provided due to which of the following factors
Removing surface roughness
Achieve exact dimension of casting
Removed scale formed on the surface
All of the above
Answer.4. All of the above
Explanation:-
The machining allowance is provided due to the following factors:
For removing surface roughness and other imperfections on the surface finish on the castings.
For achieving the exact dimension of casting,
To remove the scale formed on the surface of the casting due to various treatments, etc.
Characteristics of the metal whether ferrous or non-ferrous.
Size and shape of the casting.
Method of molding employed.
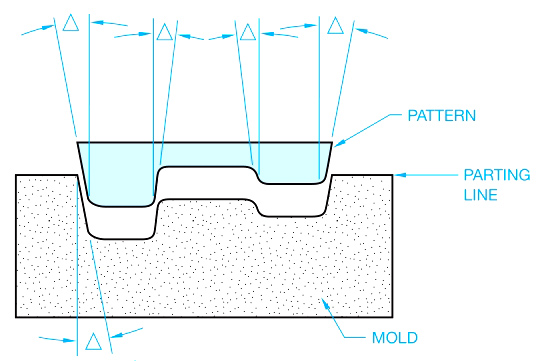
13. The following diagram shows the application of which of the allowances given to a pattern?
Shrinkage allowance
Draft allowance
Shake allowance
Distortion allowance
Answer.2. Draft allowance
Explanation:-
When a pattern is withdrawn from a mold. There is always some possibility of damaging the edges of the mold. This likelihood is greatly reduced if vertical surfaces of a pattern are tapered slightly (2 to 3° to vertical surfaces) inwards. This slight inward taper on the vertical surfaces of a pattern is known as draft allowance. It is provided on both internal and external surfaces.
14. To eliminate this defect, the shape of the pattern is thus bent in the opposite direction the allowance used is
Distortion allowance
Absorption allowance
Destruction allowance
Tamper allowance
Answer.1. Distortion allowance
Explanation
Distortion or Camber Allowance:- Sometimes the castings because of their size, shape, and type of metal, tend to warp or distort during the cooling period. This is due to uneven shrinkage, uneven metal thickness, or to one surface being more exposed than another, casting it to cool more rapidly. To overcome this distortion the shape of the pattern is thus bent in the opposite direction. This feature is called distortion or camber allowance.
For example, a casting shaped like a letter U will be distorted with the legs diverging, instead of parallel. For compensating this condition, the pattern is made in such a way that the legs converge but, as the casting cools, the legs straighten and remain parallel. Distortion allowances range from the standard finish allowance up to 20 mm when large castings are considered.
15. By which of the following reasons Distortion of metals during cooling takes place?
Uneven shrinkage
Poor design of casting
Exposed surface
All of the above
Answer.4. All of the above
Explanation:-
Distortion or warpage of casting during cooling takes place due to:
(i) Uneven shrinkage of different parts of a casting
(ii) Poor design of casting
(ii) Irregular shape of casting
(iii) Unequal thickness of different arms
(iv) Different rates of cooling.
(v) One surface being more exposed than another or different rates of cooling.
16. The quality of the final product is not dependent on _________
Method of withdrawal of pattern
Allowance provided to the pattern
The complexity of the casting
The metal used in Casting
Answer.4. The metal used in Casting
Explanation
Casting is one of the important manufacturing processes in which the starting material is heated sufficiently to transform it into a liquid state. Such molten metal is poured into the mold cavity and allowed to solidify. The object after solidification is taken out from the mold. To manufacture a wide variety of products of desired shape and size. The department of the workshop where castings are produced is known as a foundry. The requirements of producing a casting are:
(1) Preparation of a pattern (replica of the desired casting).
(2) Preparation of mold or cavity with the help of pattern.
(3) Melting the metal.
(4) Pouring the molten metal into the mold.
(5) Allowing the molten metal to solidify.
(6) Breaking the mold to retrieve the casting then its cleaning and inspection etc.
The quality of casting and the final product will be affected to a great extent by the planning of the pattern maker. The important considerations of a pattern maker to properly plan the pattern for the desired results are:
(i) Appearance and surface finish of the casting to be produced;
(ii) Number of castings to be produced;
(iii) Metal to be cast;
(iv) Method of withdrawal of pattern;
(v) Size and shape of the casting to be produced.
Note:- Metal used in casting is a concern till its melted and molted metals fills the cavity. This does not affect the final product physically, once the metal has solidified.
17. The type of a pattern is most likely to depend upon which of the following term?
Number of castings produced
Type of cooling rate of the casting
Size of the casting
Size of the pattern
Answer.1. Number of casting produced
Explanation
There are several materials commonly used in the construction of patterns. Modern pattern making employs the use of materials that can be easily shaped and are durable. The type of pattern material chosen depends upon the following factors :
(a) The design of casting,
(b) The number of castings to be produced,
(c) The type of casting and molding process used in foundry
d) The degree of accuracy and surface finish required.
18. What is the function of cores in the casting process?
To support the pattern
To provide differential cooling rates at specific portions
To make holes and cavities
For ease of flow of the molten material
Answer.3. To make holes and cavities
Explanation
Casting is sometimes required to be made hollow internally or having few holes, cavities, projections, undercuts or pockets on its external surface. This is achieved by using cores during casting or by subsequent machining of the casting. Usually, the large hollows in the castings are achieved by cores. Contours of the core are exactly similar to the cavities, pockets or holes it is supposed to create in the casting.
Core: Core is a sand mass used to make a cavity or a hole in a casting. The shape of the core is similar to the required cavity in the casting made. The core is made using core sand in core boxes.
19. The different type of pattern according to their geometrical construction are
Solid Pattern
Split Pattern
Gated pattern
All of the above
Answer.4. All of the above
Explanation
The selection of a pattern depends upon the number of castings required and their geometrical structure.
A solid pattern is a wooden pattern, also called one piece pattern because of its constructional feature. It is used when the shape of castings to be produced is not complex and also their numbers are small.
A split pattern is used for complex castings not obtainable from solid patterns. The pattern is split along the parting line into two parts, one for cope and another for drag.
A gated pattern is useful for small size castings to be produced in large numbers. It consists of multi cavity molds which are fed by a single runner.
20. In distortion allowance the shape of the pattern is
Bent in the opposite direction
Bent in the same direction
Bent 90 degree vertical
No need to bend
Answer.1. Bent in the opposite direction
Distortion or Camber Allowance
Sometimes the castings because of their size, shape, and type of metal, tend to warp or distort during the cooling period. This is due to uneven shrinkage, uneven metal thickness, or to one surface being more exposed than another, casting it to cool more rapidly. To overcome this distortion the shape of the pattern is thus bent in the opposite direction. This feature is called distortion or camber allowance.