
Ques.91. The advantages of dielectric heating are
- Pollution-free
- Uniform Heating
- Non-metallic heating
- All of the above
Answer.4. All of the above Explanation:- Advantages of Dielectric heating
Ques.92. For arc heating, the electrodes are made of
- Copper
- Aluminum
- Graphite
- ACSR conductor
Answer.3. Graphite Explanation:- The following three types of electrodes are used in arc furnaces: (i) Carbon electrodes: (ii) Graphite electrode : (iii) Self-baking electrodes: Features of carbon and graphite electrodes are:Electrodes used in an arc furnace
Ques.93. For Gluing of wood, which method will be suitable for the purpose?
- Induction heating
- Resistance heating
- Dielectric heating
- Any of the above
Answer.3. Dielectric heating Explanation:- Gluing of wood Dielectric heating is used for gluing of woods, In a number of wooden furniture items and other articles such as desk tops, table tops, corners of cots, drawing boards, etc. wooden panels are made by gluing boards together edgewise. Sometimes veneers (to cover with a thin layer of finer wood) are laid over glued panels. The main difficulty in the use of animal glue is of a long curing time and the parts to be joined have to be kept under mechanical pressure after application of the glue for a period of 24 hours in order to let the glue dry up. Dielectric heating in the region of the glue between adjacent wood parts permits a strong bond with a stay-in-press time of only about 30 seconds. This dielectric heating may also be used for binding boards edgewise for making large panels. The glue used should be one that hardens quickly when heated to the desired temperature.
Ques.94. Which of the following will happen if the thickness of the refractory wall of the furnace is increased?
- Energy consumption will be decreased
- The temperature inside the furnace will fall
- The temperature on the outer surface of the furnace wall will drop
- Heat loss through furnace wall will be increased
Answer.3. The temperature on the outer surface of the furnace wall will drop Explanation:- In a furnace we want to have high heat transfer inside the furnace; however, we do not want any heat loss through the furnace wall. Thus to prevent the heat transfer from the furnace to the atmosphere a bad heat conductor or a very good heat insulator is required. In the case of the furnace, the wall is prepared by multiple layers of refractory materials to minimize heat losses. Therefore, wall insulation is required to minimize the heat loss from the system to the environment or heat gain from the environment to the system (like cryogenic systems). Furnace Design The furnace chamber provides space to conduct the activity in the furnace. This chamber design has many issues like shape, size, the ratio of various dimensions, refractory lining thickness, nature, furnace casing material with proper ports, etc. These factors are briefly discussed below: Chamber shape The furnace chamber shape could be closed rectangular (e.g. reheating furnace), narrow rectangular (e.g. coke oven), closed trough (e.g. open-hearth furnace), closed hemispherical shape (e.g. electric arc furnace), open cylindrical shape (e.g. cupola), one end closed cylindrical shape (e.g. induction melting furnace), etc. The shape depends on the processing activity and the mode of heat Chamber size The dimensions of rectangular shape furnace (length, width, and height), cylindrical-shaped (height and diameter) furnace or hemispherical shaped (section diameter and center height) furnace depend on the scale of operation and process constraints. In the case of reheating furnace, the length of the furnace will depend on the object size to be heated and burner design. The width of the furnace will be decided on the number of pieces to be heated (load) at a time, while the height will be decided by the aerodynamics of the furnace for good gas flow and heat transfer. The coke oven chamber dimensions are decided by operating factors. The coke oven length depends on the oven capacity and availability of pusher arm length, the height is decided by the selection of heating chamber flue design and the minimum desired width is decided by the ability of a man to enter for construction and repair. In each case, there are compelling parameters to fix the dimensions depending on the furnace capacity. Refractory thickness and nature The nature of refractory is decided by the maximum temperature requirements and other working conditions like the chemical nature of materials in contact, working load, erosion and corrosion parameters, etc. Once the nature of refractory is decided, then the thickness of the refractory layer would depend on the inner working temperature, the thermal conductivity of the refractory, and the maximum temperature sustainable by the outer metallic casing. Thermal conductivity and heat capacity: in practical applications, refractory materials processing high thermal capacity as well as low thermal conductivity are required, depending upon (of course) the functional requirements. In most situations, a refractory that serves as a furnace wall should have a low thermal conductivity in order to retain as much heat as possible. However, a refractory used in the construction of the walls of muffles or retorts or coke ovens should have a high thermal conductivity in order to transmit as much heat as possible to the interior. The charge remains separated from the flame in these specific examples of installations. The heat transferred or conducted by a refractory at a rate Q is given by the relationship: Q = K.(T1 − T2) A ⁄ ΔX Where T1 = Temperature on the hotter surface T2 = Temperature on the colder surface A = Area of refractory K = Thermal conductivity ΔX = Thickness From this relationship, it follows that if the refractory wall is made thicker, the heat loss will be decreased. Alternatively, if the refractory brick is backed by an insulating layer, the same result ensues. These provisions tend to cause the refractory material to be at a higher average temperature. The increased temperature tends to soften the refractory and enhance the chemical attack on it. In this scenario, a choice must be made between increased heat savings and a reduction in the life of the refractory material. This particular problem has drawn considerable attention to the design of open-hearth furnaces for steel making. The question of insulating the roofs of these furnaces has been the subject of a great deal of deliberation. The porosity of refractory bricks has a direct bearing on the thermal conductivity. The densest and the least porous bricks have the highest thermal conductivity owing to the absence of air voids. On the other hand, in porous bricks, the entrapped air in the pores acts as a nonconducting material. The heat capacity of a furnace unit at a given temperature depends on bulk density, specific heat, and thermal conductivity of the refractory. The heat capacity and thermal conductivity of a refractory increase with increasing bulk density, and decrease with increasing porosity. A refractory with a high bulk density and a high thermal conductivity is desirable from the point of view of certain applications. With refractories used for heat storage and transmission, such as checker bricks, no conflict between properties arises, since high density is a desirable criterion both for stability and for increased heat storage and conductivity. Furnace casing material The furnace is generally encased in a steel structure for stability, support, and handling. The steel selected is generally common structural steel unless some furnaces demand heat-resisting steel for special applications. The steel casing thickness depends on the furnace size and loads subjected. The steel casing is made sufficiently strong to sustain the rough working conditions of the furnace. This casing has ports for the burner, gas exit, material charging and discharging door, etc. Burners The burners are necessary to combust the fuel for generating thermal energy for its efficient utilization in the furnace. The suitable burners are selected based on the type of fuel (coal, oil or gas) best suited for the furnace.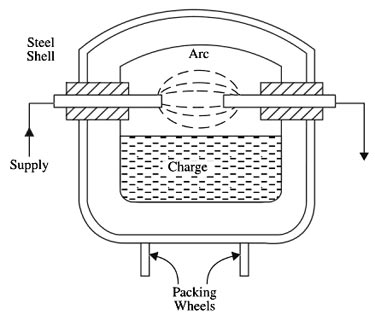
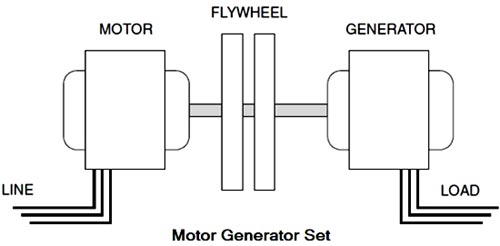
Ques.95. High frequency for induction heating can be generated by
- Motor generator set
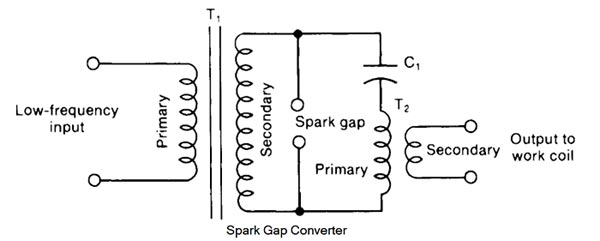
- Spark gap oscillator
- Vacuum tube oscillator
- Any of the above
Answer.4. Any of the above Explanation:- Basically, there are three types of equipment used for converting the electrical energy at a low frequency to one at a high frequency suitable for induction heating Motor generator Set:- The motor-generator set consists of an induction motor coupled to a specially designed generator having both the armature and field windings on the stator. The change in reluctance produces a corresponding change in the magnetic flux flowing in the iron circuit which induces a voltage in the armature winding. The voltage is proportional to the rate of change of total flux and the frequency is determined by the number of complete flux reversals per second. Spark Gap Converter:- The basic principle of operation of a spark gap converter is the alternate charging and discharging of a capacitor. Although no longer produced commercially, the spark-gap converter was one of the earliest means of providing high-frequency ac power in the radio frequency region. It was used primarily in metal melting, in particular for precious metals. In its simplest form, the spark-gap converter includes a step-up transformer (T1) which increases the line voltage to a higher level, which is subsequently impressed across the spark gap. The spark gap is in parallel with a capacitor (C1) and the primary transformer T2. This is an output transformer; its secondary is connected to the work coil. In operation, as the primary voltage rises in each half-swing of the 60-Hz line current, the voltage across the gap also rises until it exceeds the breakdown level. This voltage is also equal at that instant to the voltage impressed across the series circuit formed by the capacitor and the output transformer primary. The capacitor charges to this peak voltage. When the voltage exceeds the breakdown level of the gap, the low-resistance arc that has formed discharges the capacitor through the gap, passing an oscillating current through the combination of the capacitor and the transformer primary. As the capacitor discharges, the voltage across the gap decreases until the arc can no longer be sustained. On the reverse half-cycle of the 60-Hz line current, the cycle is repeated with the current in the circuit going in the reverse direction. In later developments of the system, vacuum tubes were used to increase stability, and the gaps were contained in a hydrogen atmosphere to reduce the need for constant maintenance. Frequencies generated by this system are generally in the range of 80 to 200 kHz. However, many frequency components are produced simultaneously so that the output is not purely sinusoidal. The efficiency of these systems is rather low—on the order 15 to 50% line-to-load. Vacuum tube Converter:- The vacuum tube oscillator or electronic heater as it is sometimes called. produces large power outputs at the higher frequency of the order of 600 kHz. The 50 HZ supply is first converted into d.c. and then inverted into high-frequency currents.Sources of high frequency for induction heating
Ques.96. The advantage of High-frequency heating is
- Uniform heating
- More economical
- Less space requirement
- All of the above
Answer.4. All of the above Explanation:- Advantages of High-Frequency Heating The advantages of high-frequency heating are as follows:
Ques.97. The heating elements of an electric iron is composed of _____
- Aluminum
- Copper
- Nichrome
- Constantan
Answer.3. Nichrome Explanation:- We know that metals contain a large number of free electrons and thus electric current can pass through them easily. For example, metals offer a little resistance to the flow of free electrons through them, i.e., they have low resistance. Substances like manganin, constantan, nichrome, tungsten, etc., offer high resistance to the flow of electric current through them. Hence, they have high resistance. Constantan (or Eureka) is an alloy of copper (55%) and nickel (45%). It is used in the construction of pyrometers and thermocouples. Manganin is an alloy of copper (83%), manganese (13%), and nickel (4%). It is used in the construction of rheostats and resistors. Nichrome is an alloy of nickel (60%) and chromium (40%). It is used in the construction of the heating element. The heating elements (or heating coils) of electrical heating appliances such as electric iron and toaster, etc., are made of an alloy rather than a pure metal because (i) the resistivity of an alloy is much higher than that of pure metal (ii) an alloy does not undergo oxidation (or burn) easily even at high temperatures when it is red hot. For example, nichrome alloy is used for making the heating elements of electrical appliances such as electric iron, toaster, electric kettle, room heaters, water heaters (geysers, and hair dryers, etc., because: (i) Nichrome has very high resistivity (due to which the heating element made of nichrome has a high resistance and produces a lot of heat on passing current). (ii) Nichrome does not undergo oxidation (or burn) easily even at high temperatures. Due to this nichrome wire can be kept red-hot without burning or breaking in the air. The resistivity of conductors (like metals) is very low. The resistivity of most of the metals increases with temperature. On the other hand, the resistivity of insulators like ebonite, glass, and diamond is very high and does not change with temperature. The resistivity of semiconductors like silicon and germanium is in-between those of conductors and insulators and decreases on increasing the temperature.
Ques.98. A freshly painted layer may be dried electronically by _______.
- Emissive Heating
- Induction Heating
- Infrared heating
- Convection heating
Answer.3. Infrared heating Explanation:- Infrared heating:- Infrared heating is generated by i^2R losses in heating lamps or devices, and this is a special case of resistance heating. The difference, however, is that infrared energy can be generated in a narrow bandwidth. This can be applied more efficiently in some cases than combustion energy that spans a broader bandwidth. To be most efficient, infrared heaters should concentrate their output at the peak of the absorption spectrum for the material being heated. It can transfers energy to a body with a lower temperature through electromagnetic radiation. Depending on the temperature of the emitting body, the wavelength of the peak of the infrared radiation ranges from 780 nm to 1 mm. No contact or medium between the two bodies is needed for the energy transfer. Infrared heaters can be operated in a vacuum or atmosphere. There are applications in papermaking, drying paints and enamels, and the production of chemicals and drugs.
Ques.99. Choice of frequency for induction heating depends upon
- Size of object
- Depth of penetration
- Resistivity of material
- All of the above
Answer.4. All of the above Explanation:- Choice of Frequency for Induction Heating Induction heating is used to heat metals for different purposes such as melting, forging, annealing, hardening, brazing, and soldering. The choice of frequency depends on the factors described below: Size of the object For a given current and frequency in the inductor coil, the flux density in the charge remains constant. Therefore, the induced emf is proportional to the square of the radius of the charge. The increase in radius increases the length and cross-sectional area of the eddy current path, proportionately. Thus the resistance offered to the path of flow of eddy current remains constant. In order to achieve the same amount of heat for a given material, the supply frequency should, therefore, be reduced with the increase in the size of the charge. Permeability The flux density in magnetic materials is high. Therefore, to produce the same amount of heat in magnetic materials compared to non-magnetic materials, the frequency required will be less. Depth of penetration Hardening of metals requires a very high frequency for shallow depths of penetration. Resistivity of material The frequency required is less for a higher resistivity of the material. Thermal conductivity The greater the thermal conductivity of the material, the higher will be the frequency needed as the heat gets conducted quickly.
Ques.100. In induction heating, the skin depth of penetration is proportional to
- √Frequency
- 1/√Frequency
- 1/Frequency
- Frequency
Answer.2. 1/(Frequency)1/2 Explanation:- In induction heating, the heat in the electrically conducting workpiece is produced by circulating currents caused by electromagnetic induction. Induction heating is clean quick and efficient. It allows a defined section of the workplace to be heated accurately. The depth to which the heated zone extends depends on the frequency of the current and on the duration of the heating cycle. Because of an electrical phenomenon called “skin effect,” the penetration depth of the heated area is inversely proportional to the square root of frequency and directly proportional to the square root of the workplace resistivity p δ = K.√ρ/√f Where K is constant Therefore, the induction frequency is selected based on the application. A low frequency such as the utility frequency may be used for induction melting of large workpieces. High frequencies of up to a few hundred kilohertz are used for forging, soldering, hardening, and annealing.
For Welding Related Information and information on how to wire a welder checkout the Website SelectSafety Here
FOR ILLUMINATION MCQ CLICK HERE
FOR MEASUREMENT AND INSTRUMENTATION SYSTEM MCQ CLICK HERE
FOR TRANSMISSION AND DISTRIBUTION SYSTEM MCQ CLICK HERE
FOR DC MOTOR MCQ CLICK HERE
FOR 3-Φ INDUCTION MOTOR MCQ CLICK HERE
FOR SYNCHRONOUS GENERATOR OR ALTERNATOR MCQ CLICK HERE
FOR Electric Drive MCQ CLICK HERE
