
Ques.31. The welding transformer used in resistance welding will
- Step up current
- Step down current
- Step-up voltage
- Step up power
Answer.1. Step up current Explanation:- RESISTANCE WELDING (RW) In the resistance welding (RW) process the weld is made by clamping the parts together between the welding machine’s electrodes. Then an electric current is passed through the parts to heat up the surfaces so they will fuse together. The welding current required to make a resistance weld must be at a very low voltage but high amperage. The pressure is applied to ensure a continuous electrical circuit and to force the heated part together. The parts are usually joined as a result of her and pressure and are not simply melted together. Flux or filler metals are not needed for this welding process. The current for resistance welding is usually supplied by either a transformer or a transformer capacitor arrangement. The transformer, in both power supplies, is used to convert the high line voltage (low-amperage) power to the welding high-amperage current at a low voltage. A capacitor, when used stores the welding current until it is used. This storage capacity allows such machines to use a smaller size transformer. The required pressure or electrode force is applied to the workplace by pneumatic, hydraulic or mechanical means. The pressure applied may be little as a few ounces for very small welders to tens of thousands of pounds for industrial purposes.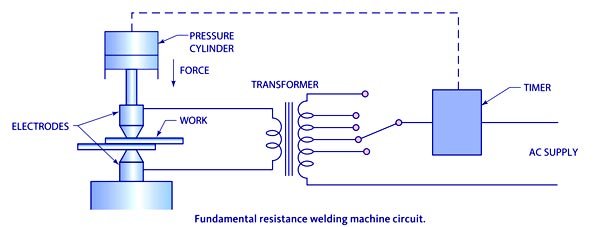
Ques.32. In resistance welding, the SCR contactor will close during
- Squeeze time
- Hold time
- Weld time
- Weld as well as of the time
Answer.3. Weld time Explanation:- SCR contractors are electronic control devices designed to handle large amounts of current. SCRs are triggered or turned on by pulses supplied by the timing or sequencing circuits of the welder. The SCRs are usually cooled by circulating water. During the welding process, a large amount of current is required for short periods of time. Silicon-controlled rectifiers (SCRs) are commonly used to control the starting and stopping of the large currents associated with electric welders. The current rating of these devices must be very high, sometimes in the range of 1000 to 100,000 amperes, and the power distribution equipment must be able to handle these high currents. The two main functions of SCR is in phase control mode with transformers and in converter configuration. The common SCR phase-controlled machines are three-phase machines in either constant current or constant voltage modes. Because of electronic control of output characteristics, automatic line voltage compensation is easily achieved; this allows the machine to set the precise welding power, independent from the variations of input power. An SCR can also serve as a secondary contactor that allows the welding current to flow only when the control allows the SCRs to conduct. This is a very useful feature in spot welding and tack welding operations, in which rapid cycle operation is required. An SCR contactor does not provide electrical isolation; this requires that a circuit breaker or similar device would be provided for electrical safety.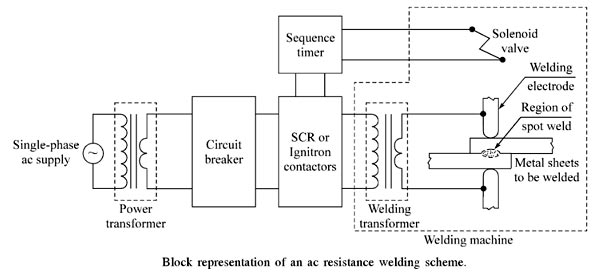
Ques.33. In a resistance welder, pneumatic pressure is applied during
- Squeeze time
- Weld time
- Squeeze and weld time
- Squeeze, weld and hold time
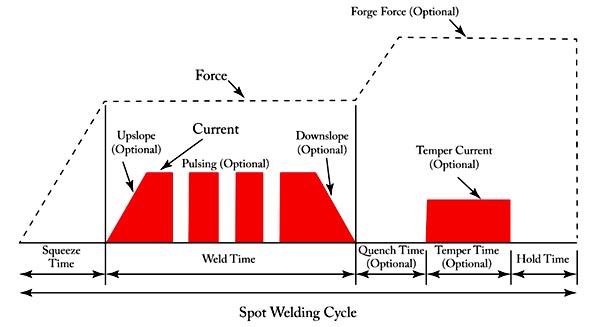
Answer.4. Squeeze, weld and hold time Explanation:- In resistance welding, the required pressure, or electrode force, is applied to the workpiece by pneumatic, hydraulic, or mechanical means. The main welding parameters in electrical resistance spot welding are: Squeeze Time:- Squeeze time is the amount of time needed to develop the required electrode force. During the squeeze time, the electrodes clamp the sheets to be welded under the action of the electrode force, preset by the welding engineer. The squeeze time should be sufficient to overcome poor fit-up of the parts to be welded and in practice is similar for both uncoated and coated steels. Following the period of squeeze time, the welding current flows through the welding electrodes and the sheets to be welded. It is known that higher welding currents are required to weld zinc-coated steels compared to the same thickness of uncoated steel. Weld time:- The weld time is defined as the time during which the current flows and when weld formation and growth occurs. Longer welding times are generally required to satisfactorily weld zinc-coated steel compared to uncoated steel. Hold Time:- The hold time is the time during which the electrode force is maintained, after the welding current flow ends, its purpose is to consolidate the weld. Pneumatic, hydraulic, or mechanical pressure is applied in all that time period.
Ques.34. A 10 SWG electrode usually operates in the current range
- 25 to 45 Amperes
- 50 to 75 Amperes
- 95 to 135 Amperes
- 400 to 600 Amperes
Answer.3. 95 to 135 Amperes Explanation:- The electrodes are designated by numbers which indicate the grade and size of the core wire. The sizes are given by absolute sizes (e.g. 1/8″, 5/16″, 7/16″, etc.) or by standard wire gauge (S.W.G.) sizes. Most common sizes are 4, 6, 8, 10, and 12. The electrodes with higher SWG size numbers are thinner. Although any size electrode can be used for the job, for quick welding, the electrode size should be as large as permissible. Larger size electrodes permit heavier currents to be used hence, the metal deposition is faster and the job is done quicker. It must be, however, emphasized that the choice of electrode size does not determine the speed of the work. Good welds come out rapidly if consistent higher currents are used. Normally 12 SWG electrodes for welding can be used upto 3 mm plates or sections, 10 SWG upto 6 mm sections, 8 SWG upto 10 mm, 6 SWG upto 10/15 mm and 4 SWG for sections beyond 20 mm thickness.
Ques.35. TIG welding is
- Temperature insulated Gas welding
- Tungsten Inert gas welding
- Thermally Induced gas welding
- Thorium Iodine gas welding
Answer.2. Tungsten Inert gas welding Explanation:- Tungsten Inert Gas Arc Welding (TIG):- In the tungsten inert gas arc welding process, the arc is established between the tungsten electrode and the parent metal. The electrode is mounted centrally on a nozzle-shaped hood through which an inert gas is passed as shown in Fig. The inert gases used are helium or argon. Filler metal if required is fed separately. Generally direct current of the order of 500 to 950 amperes is used for most thicknesses. It is a very quick process as it employs a continuous wire filler metal. No electrode coating is required due to shielding by inert gases. This process is specially used for welding light alloys and non-ferrous materials like aluminum, copper, and magnesium. Welds produced by TIG welding are strong, ductile, free from distortion, and corrosion-resistant.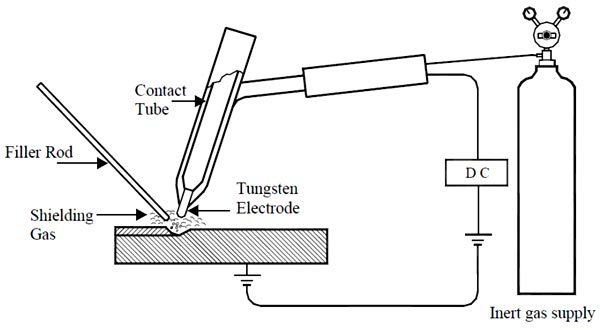
Ques.36. The electrode is not consumed in case of
- DC arc welding
- AC arc welding
- Gas welding
- TIG welding
Answer.4. TIG welding Explanation:- Non Consumable electrode:- Non-consumable electrodes are those electrodes, which are not consumed during welding. Separate filler rods if necessary can be used to fill the gap along the joints. Non-consumable electrodes are made of carbon, graphite, or tungsten. The carbon and graphite electrodes are used only in D.C. welding, whereas tungsten electrodes are used for both D.C. and A.C. welding. So in this, we can have better control over the heat input and filler metal because the sources are separate. Non-consumable electrodes are used in carbon arc welding or tungsten inert gas arc welding (TIG)
Ques.37. The flux used in TIG welding is
- Ammonium Chloride
- Borax
- Ash
- None
Answer.4. None Explanation:- Flux is mainly used for the following purposes Flux is not required in TIG since the inert gas envelope protects the molten metal without forming oxides and nitrates so the weld is smooth, uniform, and ductile. Hence, tungsten arc welding produces very clean welds. No cleaning or slag removal is required because no flux is used.
Ques.38. Which method would you recommend for the welding of aluminum alloys?
- DC arc welding
- AC arc welding
- Tungsten Welding
- Acetylene oxygen gas welding
Answer.3. Tungsten Welding Explanation:- TIG process is specially used for welding light alloys and non-ferrous materials like aluminum, copper, and magnesium. Welds produced by TIG welding are strong, ductile, free from distortion, and corrosion-resistant.
Ques.39. Argon is
- Inactive gas
- Inert gas
- Rare gas
- Oxidizing agent
Answer.2. Inert gas Explanation:- Argon is the third most abundant gas in the Earth’s atmosphere. Argon is mostly used as an inert shielding gas in welding and other high-temperature industrial processes where ordinarily unreactive substances become reactive
Ques.40. With manual arc welding in mild steel, the metal deposition rate will be nearly
- 2 to 5 kg per hour
- 5 to 10 kg per hour
- 10 to 20 kg per hour
- 20 to 50 kg per hour
Answer.1. 2 to 5 kg per hour Explanation:- The manual metal arc welding also called the Shielded Metal Arc Welding (SMAW) is the most extensively used manual welding process, which is done with stick (coated) electrodes. In India, it still, is the most used arc-welding process. This process is highly versatile and can be used extensively, for both simple as well as sophisticated jobs. Further, the equipment is the least expensive than most of the arc-welding processes. Welds by this process can be made in any position. The job of any thickness can be welded by shielded metal arc welding. But very small thicknesses, below 3 mm, may give rise to difficulty in welding because of their lack of rigidity. Similarly, very large thicknesses, above 20 mm, may take a long time for filling up the joint groove. The shielded metal arc welding can be done with either ac or dc power source. The typical range of the current usage may vary from 50 to SOO A with voltages from 20 to 40 V. The main disadvantage of the shielded metal arc welding process is its slow speed. The typical weld-metal deposition rates may be in the range of 1 to 8 kg/hr in the flat position. This reduces substantially for the vertical and overhead positions. Further, a lot of electrode material is wasted in the form of an unused end, slag, and gas. There are more chances of slag inclusions in the bead. Also, special precautions are needed to reduce moisture pick up so that it would not interfere with the welding. The typical shielded metal arc welding set-up with an AC power source. The electrodes for the welding operation should be selected properly, depending on the requirements of the welding. The main points to be considered are Also, to increase the metal-deposition rate, coatings with iron powder can be used. In the case of vertical and overhead positions, it is necessary that the weld pool be smaller for better control. This would necessitate a small size electrode. Metal deposition rate increases with arc current, as does arc heat and, therefore, welder discomfort. This, with the limitations on manual welding speed, limits metal deposition rate to 2-5 kg/hr in the flat position and to 2 kg/hr in other positions.Manual Metal Arc Welding
